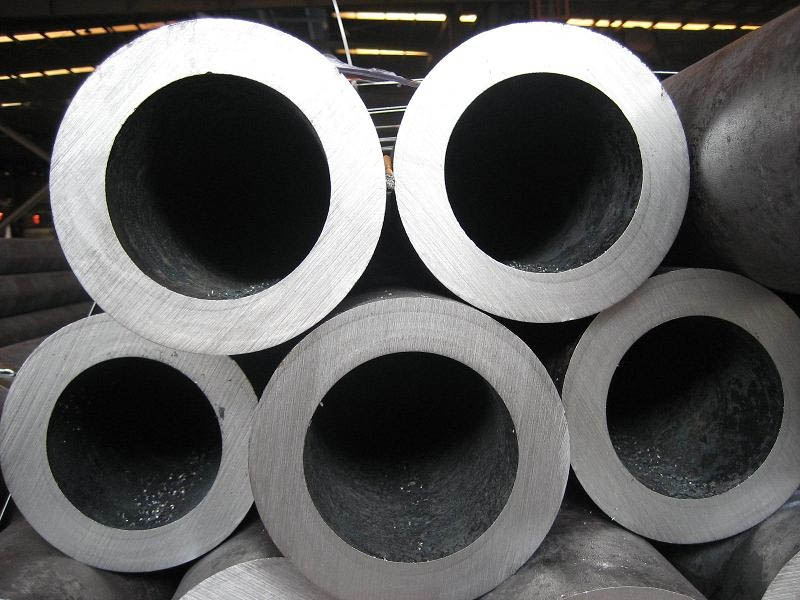
Stoko de fabrikanto de dika muro ŝtalo tubo

La plej granda diferenco inter dika muro ŝtalo tubo kaj maldika muro ŝtalo tubo kuŝas en la dikeco de ŝtalo tubo muro. Ĝenerale parolante, maldikaj murŝtalaj pipoj estas malvarme tiritaj teknologioj, dum dikaj murŝtalaj pipoj estas ĝenerale varme ruliĝinta teknologio. Se ĝi distingiĝas per mezurunuo, oni ĝenerale konsideras, ke murdikeco / tubdiametro egala al 0,05 estas la akvodislimo inter dika muro ŝtalo tubo kaj maldika muro ŝtalo tubo, La maldikmura ŝtalo tubo kun murdikeco / tubdiametro malpli ol 0,05 kaj la dikmura ŝtala pipo kun diametro pli granda ol 0,05. Laŭ apliko, la maldikmura ŝtala pipo estas plejparte uzata sur la pipo. La dika murŝtala tubo estas plejparte uzata en la malplena de kavaj partoj. Uzita sur prema lagro kaj gravaj duktoj.
Ofte uzataj materialoj en Ĉinio estas: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, 000cr17, 00cr17, 00cr17, 0118cr1, Q235A, Q235B, 0Cr13, 1Cr17, 00cr17, 0118cr1, Q235A, Q235A L290, X42, X46, X70, X80.
Kiam vi veldas dikajn murŝtalojn, unue purigu la oleon, farbon, akvon, ruston ktp ĉe la veldita krucvojo, kaj poste faru kanelojn laŭ la murdikeco. La dikaj estos malfermitaj pli grandaj kaj la maldikaj estos malfermitaj pli malgrandaj (angula muelilo), kaj tiam la interspaco inter la produktoj, kiu estas ĝenerale 1-1,5 fojojn la diametro de la velda bastono aŭ velda drato. Se la kanelo estas hazarde malfermita pli granda, ĝi povas esti rezervita pli malgranda. Punkta veldado devas esti farita almenaŭ ĉe tri punktoj. Ĝenerale, estas pli facile labori ĉe kvar punktoj. Dum veldado, ĝi devus esti duonveldita. La deirpunkto devus esti ĉirkaŭ 1 cm super la malsupra punkto, tiel ke la junto povas esti farita de la kontraŭa flanko. Se la ŝtala tubo muro estas dika, ĝi devus esti tavoligita, almenaŭ du tavoloj. La dua tavolo povas esti veldita nur post kiam la unua tavolo estas veldita en tuta cirklo.
Ronda tubo malplena → hejtado → trapikado → tri rula kruco-rulado, kontinua rulado aŭ eltrudado → tuba nudigado → dimensionado (aŭ reduktado) → malvarmigo → rektiĝo → hidrostatika provo (aŭ difekto-detekto) → markado
Kiam la murdikeco de ŝtala tubo ne estas pli ol 12,5 mm, la velda plifortigo ne estas pli ol 3,0 mm; Kiam la murdikeco de ŝtala tubo estas pli granda ol 12,5 mm, la velda plifortigo ne devas esti pli granda ol 3,5 mm.
La ŝtala tubo kun nominala ekstera diametro ne pli ol 168.3mm devas esti rekta aŭ laŭ la fleksa indico interkonsentita de la provizanto kaj la aĉetanto.
Por ŝtaltuboj kun nominala ekstera diametro pli granda ol 168.3mm, la kurbeco ne devas esti pli granda ol 0.2% de la totala longo de la ŝtala tubo.
Por la ŝtala pipo kun murdikeco pli granda ol 4mm ĉe la pipo fino, la pipo fino povas esti prilaborita kun sulko de 30 ° + 5 ° 0 °, radiko de 1,6 mm ± 0,8 mm, kaj la pipo fina deklivo estas malpli ol aŭ egala al 5 mm.





